
Тойгамбаев С.К.
к.т.н., профессор кафедры техническая эксплуатации технологических машин и оборудования природообустройства. Российский государственный аграрный университет МСХА им. К.А. Тимирязева
Toigonbaev S. K.
Ph. D., Professor of the Department of technical operation of technological machinery and equipment of environmen-tal engineering. Russian state agrarian University of the Ministry of agriculture. K. A. Timiryazev.
Индекс УДК 621. 629.3; 669.54. 793
Дата публикации: 30.06.2019
Разработка приспособления для растачивания и хонингования гильз цилиндров
Development of a boring device and honing cylinder liners
Аннотация: Отечественный и мировой опыт показывают, что ремонтное производство является экономически оправдан-ным. Обеспечение предприятий агропромышленного комплекса запасными частями за счет восстановление изно-шенных деталей, позволяющее повторно использовать лимитирующие ресурс машин детали, является важной народнохозяйственной проблемой, поскольку при этом экономятся материальные, трудовые и топливно-энергетические ресурсы. Широкое применение различных способов восстановления и упрочнение изнашивающихся рабочих поверхностей деталей с целью восстановления улучшенных свойств представляет актуальную научно-техническую и экономическую задачу, решение которой позволит реализовать значительную часть остаточной стоимости и создать детали (с небольшими дополнительными затратами) с первоначальными техническими и технологическими свойствами. Гильзы цилиндров являются деталями, лимитирующими ресурс и долговечность двигателя, и в целом, определяющими его работоспособность. Основным выбраковочным параметром, вызывае-мым естественным изнашиваем, является величина внутреннего диаметра гильзы, измеренная в месте наибольшего износа. Наибольшие износы наблюдаются в зоне перемещения верхних компрессионных колец и до-стигают 0,3…0,5 мм. Целесообразность восстановление гильз цилиндров определяется тем, что они обладают трех - пяти - кратны запасом прочности, который не используется в процессе эксплуатации. Потери от не пол-ного использования ресурсов этих деталей особенно ощутимы, т.к. до 80% затрат на изготовление новых гильз цилиндров падает на стоимость металла и химико-термической обработки, т.е. именно тех составляющих, которые можно сохранить при восстановлений гильз цилиндров. В статье представлена схема и расчеты по устройству приспособления для хонингования гильз цилиндров двигателей внутреннего сгорания. Данная уста-новка позволяет облегчить процесс восстановления гильз цилиндров, увеличивает производительность работ
Abstract: Domestic and world experience show that repair production is economically justified. Providing enterprises of the agro-industrial complex with spare parts due to the restoration of worn parts, allowing the reuse of limiting machine life parts, is an important economic problem, as it saves material, labor and fuel and energy resources. The widespread use of various methods of restoration and strengthening of the wearing working surfaces of parts in order to restore improved properties is an urgent scientific,technical and economic problem, the solution of which will allow to realize a significant part of the residual value and create parts (with little additional cost) with the original technical and technological properties. Cylin-der liners are parts that limit the life and durability of the engine, and in General, determine its performance. The main culling parameter, caused by natural wear, is the value of the inner diameter of the sleeve, measured at the point of greatest wear. The greatest wear is observed in the area of movement of the upper compression rings and reach 0.3...0.5 mm. the Feasibility of restoring the cylinder liners is determined by the fact that they have three to five times the margin of safety, which is not used during operation. Losses from not full use of resources of these details are especially appreciable since. up to 80% of the cost of manufacturing new cylinder liners falls on the cost of metal and chemical-heat treatment, ie, those components that can be saved in the restoration of cylinder liners. The article presents the scheme and calculations for the device of the device for honing cylinder liners of internal combustion engines. This installation makes it easier to restore the cylinder liners, increases productivity
Abstract: Domestic and world experience show that repair production is economically justified. Providing enterprises of the agro-industrial complex with spare parts due to the restoration of worn parts, allowing the reuse of limiting machine life parts, is an important economic problem, as it saves material, labor and fuel and energy resources. The widespread use of various methods of restoration and strengthening of the wearing working surfaces of parts in order to restore improved properties is an urgent scientific,technical and economic problem, the solution of which will allow to realize a significant part of the residual value and create parts (with little additional cost) with the original technical and technological properties. Cylin-der liners are parts that limit the life and durability of the engine, and in General, determine its performance. The main culling parameter, caused by natural wear, is the value of the inner diameter of the sleeve, measured at the point of greatest wear. The greatest wear is observed in the area of movement of the upper compression rings and reach 0.3...0.5 mm. the Feasibility of restoring the cylinder liners is determined by the fact that they have three to five times the margin of safety, which is not used during operation. Losses from not full use of resources of these details are especially appreciable since. up to 80% of the cost of manufacturing new cylinder liners falls on the cost of metal and chemical-heat treatment, ie, those components that can be saved in the restoration of cylinder liners. The article presents the scheme and calculations for the device of the device for honing cylinder liners of internal combustion engines. This installation makes it easier to restore the cylinder liners, increases productivity
Ключевые слова: растачивание; термомеханический; хонингование; двигатель.
Keywords: boring; thermomechanical; honing; engine.
Keywords: boring; thermomechanical; honing; engine.
Некрасов С.С. Об
Назначение и устройство приспособления для закрепления гильзы цилиндра двигателя. Приспособление для закрепления гильзы цилиндра двигателя КамАЗ 740 предназначено для того, чтобы облегчить и упростить процессы снятия и установки гильзы на стол станка при выполнении таких операций как растачивание хонингование. Применение данного приспособления позволяет сократить время, затрачиваемое на установку и снятие гильзы цилиндра.
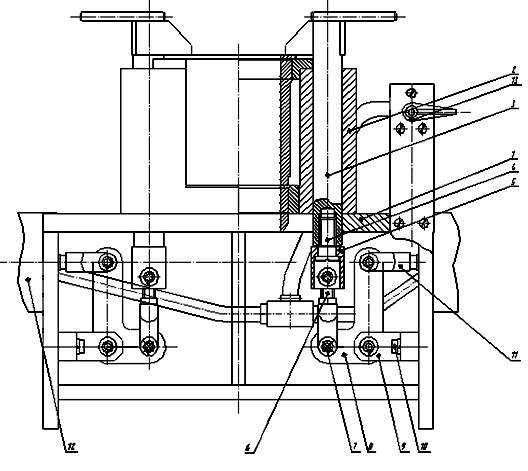
Рисунок 1. Приспособление для закрепления гильзы цилиндров
От рабочего не требуется приложение физической силы, так как приспособление имеет пневмопривод. Приспособление может использоваться для закрепления гильз цилиндров различных двигателей. Это достигается заменой центрирующих колец. Приспособление состоит из стола 1, (рис.1) на который крепится бобышка 2. в бобышке 2 располагаются два прихвата 3. Нижние части прихватов 3 по средствам витков 4, соединены со стаканами 5, что позволяет прихватам поворачиваться вокруг своей оси. Стаканы 5, при помощи винтов 6, пальцев 7 и вилок 11, сообщаются с рычагами 8, которые шарнирно закреплены на стойках 9, последние установлены на внутренних боковых поверхностях стола 1, при помощи бол-тов 10. С другой стороны к рычагам 8 прикреплены штоки пневмоцилиндров 12 которые присоединены к боковой поверхности стола с наружной стороны.
Работа приспособления. Сжатый воздух от компрессора поступает к крану управления 13, который включается и выключается приспособление. Далее сжатый воздух поступает к пневмоцилиндрам 12. Штоки пневмоцилиндров 12, перемещают рычаги 8, которые по средствам вилок 11, пальцев 7, винтов 6 и 4 и стаканов 5 передают усилие на прихваты 3. прихваты 3 в свою очередь зажимают гильзу в бобышке 2. Возврат в исходное положение осуществляется пружинами расположенными внутри пневмоцилиндров 12, после того как будет переключен кран управления 13.
Библиографический список
1. Некрасов С.С. Обработка материалов резанием. – М.: Колос, 1997. – 320 с.2. Курчаткина В.В. Надежность и ремонт машин/под ред. Курчаткина В.В. -М.: Колос, 2000-775 с.
3. Тойгамбаев С.К., Шнырев А.П., Голиницкий П.В. Метрология. Стандар-тизация. Сертификация. Учебник для ВУЗов. М.: Изд. Спутник+, 2017–375с.
4. Тойгамбаев С.К. « Применение инструментальных материалов при резании металлов ». Учебник для ВУЗов. М.: Ред. Изд. Отдел МГУП, 2007 -206с.
5. Тойгамбаев С.К. « Применение инструментальных материалов при резании металлов ». Учебник для ВУЗов. М.: Ред. Изд. Отдел МГУП, 2007 -206с.