
Каиролла Диана Саматкызы
Научный руководитель - Тойгамбаев С.К.
1. учащийся отделения Автоматика телемеханика управления движением
на железнодорожном транспорте. Колледж Бурабай
г. Кокчетав.
2. д.т.н., профессор кафедры технический сервис машин и оборудования.
Российский государственный аграрный университет им. К.А. Тимирязева,
г. Москва, Россия.
Cairolla Diana Samatkyzy
Scientific supervisor - Toygambayev S.K.,
1. is a student of the department of Automation and telemechanics of traffic control in railway transport. Burabai College, Kokchetav.
2. Doctor of Technical Sciences, Professor of the Department of Technical service of Machinery and Equipment. K.A. Timiryazev Russian State Agrarian University, Moscow, Russia.
Индекс УДК 621.86. 621. 629.3; 669.54. 793
Дата публикации: 30.04.2025
Плазмотрона для наплавки порошков при восстановлении работоспособности деталей машин
Plasma torch for surfacing powders when restoring the functionality of machine parts
Аннотация: Существующие плазмотроны имеют определенные преимущества и недостатки. Основным недостатком является выход из строя плазмообразующего сопла из-за нарушения наплавки - замыкания плазмотрона на деталь. Так же подгорание или большая эрозия вольфрамового электрода. В данной работе предлагается конструктивная схема плазмотрона с упрощенной конструкцией, повышающая характеристики и обеспечивающая возможности регулирования мощности в процессе работы.
Abstract: Existing plasma torches have certain advantages and disadvantages. The main disadvantage is the failure of the plasma-forming nozzle due to a violation of the surfacing - the closure of the plasma torch to the part. There is also a burning or large erosion of the tungsten electrode. In this paper, a constructive scheme of a plasma torch with a simplified design is proposed, which increases the characteristics and provides power control capabilities during operation.
Abstract: Existing plasma torches have certain advantages and disadvantages. The main disadvantage is the failure of the plasma-forming nozzle due to a violation of the surfacing - the closure of the plasma torch to the part. There is also a burning or large erosion of the tungsten electrode. In this paper, a constructive scheme of a plasma torch with a simplified design is proposed, which increases the characteristics and provides power control capabilities during operation.
Ключевые слова: плазматрон; технологический процесс; наплавка; технологическое оборудование; токоподвод; дуговой канал; расчетный период.
Keywords: plasmatron; technological process; surfacing; technological equipment; current supply; arc channel; calculation period.
Keywords: plasmatron; technological process; surfacing; technological equipment; current supply; arc channel; calculation period.
Бурное развитие электроплазменных процессов предъявляет и плазматронам новые высокие требования. Для каждого технологического процесса применима одна вполне определенная конструкция плазмотрона, дающая высокий технико-экономический эффект. Поэтому весьма перспективным являются плазматроны с распределенной дугой, в которых ресурс работы сопла анода значительно увеличивается, при одновременном повышении мощности плазменной струи, при умеренных токах. В систему охлаждения плазматрона входит кольцевой канал, образованный наружной поверхностью электрода и внутренней поверхностью корпуса и соединительным с полостью электрода перепускным радиальными каналами, а также отводящий канал, отличающийся тем, что он снабжен двумя изоляционными втулками. Исходя из анализа патентных исследований можно сделать вывод, что наиболее целесообразно разрабатывать плазмотроны с большим ресурсам работы сопел и электродов.
Устройство плазмотрона и принцип работы. Разработанный плазмотрон предназначен для наплавки износостойких, фрикционных и других специальных покрытий на поверхность деталей методом наплавки порошковых материалов. Плазмотрон (рис. 1) представляет собой конструкцию из двух изолированных узлов катодный 1 (верхний) и анодный 2 (нижний), вмонтированные в рукоятку. Дуговой канал 3 этих плазмотронов образован катодом 4 с вольфрамовой вставкой 5 заделанный в обойму, формирующим соплом 6, секциями межэлектродной вставки 7 и медным анодом 8. Токоподвод осуществляется с помощью проводов 9 к каждой межэлектродной вставке и к входному аноду, а к выходному аноду через трубку, подающую воду 10. Изоляция между корпусами достигается при помощи текстолитовой пластины, имеющей канал для прохождения воды 12 и одновременно поддерживающий при помощи 3-х шпилек 13 нижнюю часть анодного узла, т.е. межэлектродные вставки и выходное сопло. В верхнем катодном узле имеются корпус катод, а соединенный токопроводом одновременно отводящим воду из плазмотрона; формирователь газа и электрод. Водяная магистраль плазмотрона герметична за счет применения специальных разъемов и уплотнений. Изоляторы, верхний и нижний корпуса скрепляются между собой четырьмя стальными винтами.
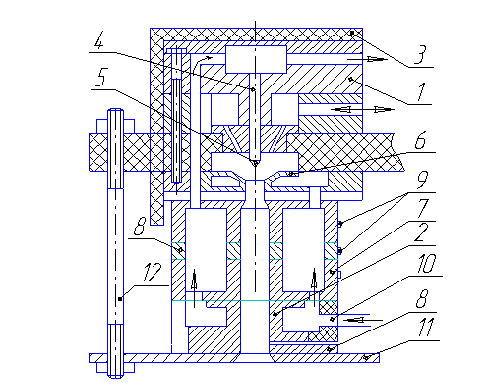
Рис. 1. Схема разработанного плазмотрона
1 — катодный узел; 2- анодный узел; 3-рукоятка; 4- катод; 5- вольфрамовый электрод; 6- входное сопло; 7- межэлектродная вставка; 8- медный анод; 9- токопровод; 10- водяная трубка; 11- пластина; 12- шпильки;
Катодный узел плазмотрона содержащий водоохлаждающий корпус, в котором закреплен вольфрамовый электрод с лантанированной вставкой, хорошо обеспечивающий эмиссионные свойства, является на ряду с анодом основным элементом плазмотрона, определяющим его ресурс работы. Корпус катода выполнен из меди и имеет отверстия для подачи рабочего газа. Газоформирователь, обеспечивающий аксиальное течение газа, служит для разделения его равномерной подачи в приэлектродный участок и способствует хорошей стабилизации разряда. Газоформирователь из тугоплавкого и теплопроводного материала. Выходное сопло, как и входное, является самой теплонапряженной деталью и служит для формирования плазменной струи. Сопло имеет специальное отверстие для ввертывания штуцера подачи порошков на срез сопла. Секция межэлектродных вставок выполняется тоже из меди и служит для увеличения фиксации дуги в плазмотроне, а так же формирования потока.
Фиксация длины дуги значительно уменьшает пульсации потока, частота которых соизмерима со временем нахождения частиц в зоне нагрева. Это положительно влияет на качество нанесения покрытия. Кроме того увеличение длины дуги приводит к увеличению температуры и скорости плазменной струи, позволяет повысить производительность процесса. В плазмотронах с межэлектродными вставками применяется многоступенчатая схема возбуждения дугового разряда (рис.2.). Она включает поджигающее устройства, или осциллятор и систему последовательного включения и отключения секций межэлектродных вставок. Сначала электрическая дуга зажигается между катодом и входным соплом, а далее при последовательном включении сначала первой секции вставок далее с последующими секциями. После зажигания основной дуги между электродом и соплом, дуга проходит под давлением рабочего газа, подаваемого в камеру. Анодное пятно дуги перемещается по оси анодного узла, и столб дуги оказывается сбалансированным и фиксированным.
Расчет параметров плазмотрона. 1. Геометрический расчет. Настоящее время нет единой методики расчета плазматронов, тем более плазмотронов с межэлектродными вставками, поэтому некоторые размеры будем брать из расчетов аналогичных плазматронов. Все рассчитываемые и принимаемые геометрические показатели на рисунке 3.
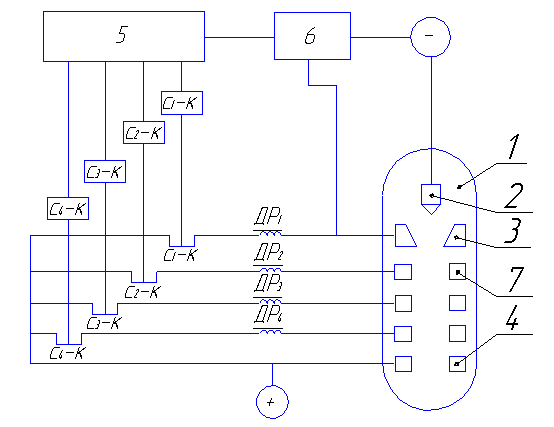
Рис. 2. Схема зажигания дуги
1-плазмотрон; 2-катод; 3- входное сопло; 4- выходное сопло; 5-блок управления; 6- осциллятор; 7- секция МЭВ; ДР-дросель; С-К- контакторы
Выберем диаметр электрода из диапазона диаметров плазмотронов с межэлектродными вставками, d = 6 мм. Принимаем минимальный диаметр, так как нужен менее мощный плазматрон или известный (dэ = 0,6см) применяемый в промышленности плазмотрон. Определяем диаметр выходного сопла по соотношению
dвс = 1,25 dэ, см (1)
dвс=1,25 · 0,6 = 0,8 см
Исходя из баланса мощности плазмотрона, следует:
dвс/lд(1+2/sвс/ dвс) = 0,105 Qв (2)
где sс –толщина стенки или сопла, см; Qв— расход охлаждающей воды в плазмотроне,л/мин.
В известных плазматронах расход воды обычно составляет Qв = 8…12 л/мин.
Рассчитаем толщину стенки для Qв = л/мин преобразовав формулу (2)
sс = 1/2·dвс (10 dвс/ 0,15 · dd-1); см., поставив значения, получим
s = 1/2 · 0,8 (10/ 0,8/ 12 · 0,15-1) = 0,52 см = 0,052м.
расстояние от вершины электрода до верхнего среза цилиндрического участка сопла:
l = 0,432 · dвс ,см (3)
l = 0,432 · 0,8 = 0,34 см =0,034 м.
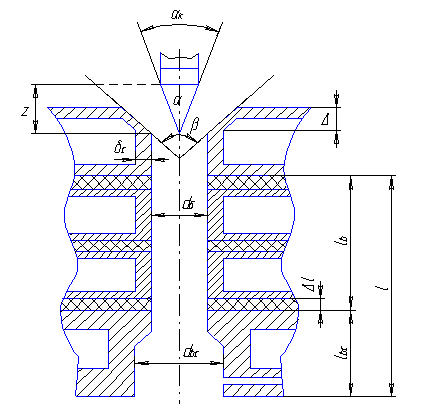
Рис. 3. Схема геометрических параметров плазмотрона
Высоту заточки вольфрамового электрода определяем по формуле
Zо = (tg α / 2) / (dэ / 2), см. (4)
где α — угол заточки вольфрам ого электрода, принимаем α = 900
Zо = tg300 / 0,3= 1,2 см = 0,012 м
Угол сужения входной части канала примем α = 900.
Определим диаметр входного сопла и канала:
dс = 0.75 ·dвс , см (5)
Рассчитаем длину межэлектродной вставки:
lв1 = lв / n, см (6)
где, n- число межэлектродных вставок; lв – длина секции из межэлектродных вставок.
lв = l – lвс — ∆ l, см (7)
где l -общая длина канала, см; ∆ l -толщина изоляции между вставками, см; lвс – длина выходного сопла, см.
В предыдущей работе приведен расчет плазматронов с межэлектродными вставками, отсюда примем: l = 8 см; lвс = 2,5 см; ∆ l = 0,1 см ; n = 5
lв = 8-2,5-0,1 · 6 = 4,9 см, отсюда lв1 = 4,9 /5 = 0,98 см.
Направление ввода материала примем перпендикулярное осевой линии канала, то есть угол ввода материала α = 900.
- Расчет деталей на прочность. На рисунке 4 приведена расчетная схема шпилек стягивающих верхнюю и нижние части плазмотрона и обеспечивающие герметичность в канале для охлаждения плазмотрона.
Условия прочности на растяжение:
σр = Fа / Аш ≤ [σр ] (8)
где, Fа — осевая нагрузка, действующая на одну шпильку, кг.; [σр] — допустимое напряжение на растяжение кг/ мм2, [σр] = 30 кг/мм2; Аш— площадь поперечного сечения шпилек , мм2.
Определим осевую нагрузку на шпильки.
Fa = P · S , н (9)
где Р -давление действующее на нижнею полость канала, кг/см2; S- площадь поперечного сечения, мм2; Р = 8 кг/см2 по техническим условиям плазмотронов. Д = 14 мм, d = 8 мм.
тогда
S = πД/4 – πd/4 = 1/4π ( Д2-d2) (10)
Подставив значение найдем
S = 1/4 · 3,14 · (142-82) = 103,6 мм2, отсюда Fа = 0,08 · 103,6 = 8,28 н.
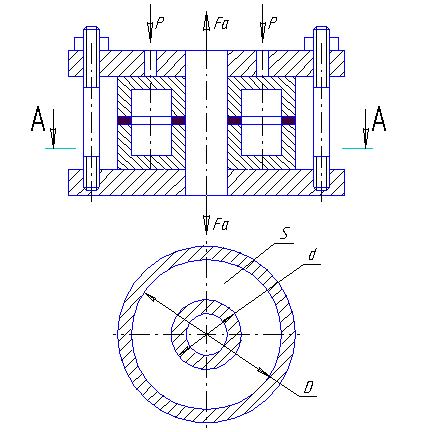
Рис. 4. Схема расчета шпилек
Из формулы (8) выразим площадь шпилек:
Аш = Fа / [σ] ; мм2, (11)
Аш = 8,28 / 30 = 0,276 мм2 = 0,00276 м2
В конструкции плазмотрона предусмотрены 3 шпильки:
Аш, = Аш/n, мм2 (12)
где n – число шпилек; Аш,- сечение одной шпильки, Аш = 0,092 мм2
Диаметр одной шпильки:
dш, = 4Аш/ П, мм (13)
dш, = 4· 0,092 / 3,14 = 0,35 мм = 0,0035 м
Примем шпильку наименьшим диаметром по ГОСТ с учетом коэффициента запаса dм = (2…5). dм, ; dм = (2 · 5) · 0,35 = 5 мм
- Расчет охлаждения плазмотрона. Система охлаждения в плазмотроне необходима для принудительного отвода тепла от горячих деталей. Исходная величина для расчета системы охлаждения, количество теплоты необходимое отвести от плазмотрона в охлаждающую среду. Тепловые потери для различных длин межэлектродных вставок определяется по формуле:
Q = Qа + Qк + Qвс . Дж (14)
где Qа – потери тепла через анод, Дж; Qк – потери тепла через катод, Дж; Qвс – потери тепла через вставки, Дж.
Будем считать, что все потери тепла отводятся водой, т.е.
Q = Qохл , Дж (15)
При длине вставок lвс = 4,5 см, тепловые потери составляют
Qа = 21,3 · 106 Дж.; Qк = 6,1 · 106 Дж; Qв = 7,4 · 106 Дж
Q = 21,3 ·106 + 6,1 ·106 + 7,4 ·106 = 34,8·106 Дж.
Определяем массовую подачу воды насосом:
Q в = Qохл / Св(Твх— Твых, кг/ч (16)
где Св – удельная теплоемкость воды Дж / кг/к; Св = 4,178 Дж/ кг/к;
Твх— температура входа воды, 0К; Твых— температура выхода воды, 0К.
Твх = 2880К, Твых = 3080К,
тогда Q в =34,8 ·106 / 4,178 ·(308-208) = 610 кг/ч =10,2 л/мин
- Расчет и обоснование параметров характеризующих режим работы плазмотрона. В плазмотронах с межэлектродными вставками время прохождения частиц газа увеличивается, тем самым температуру достаточную для расплавления частиц можно достичь при меньших токах. Мощность плазменной струи зависит от длины канала, это можно выразить формулой;
qст = Т · к · LкМЭВ/ Vн; кВт (18)
где Т- температура плазмы, С0; к- коэффициент теплопередачи, Дж / м2;
.Lк – длина активной зоны, м; Vn— скорость плазменной струи, м/с.
Существует формула для вычисления мощности плазменной струи в зависимости от тока дуги:
qcт = 6.38 Gr ·Jд ·Lк1,07 ·е 0,088Lk (19)
где Gг— расход газа, м3/ч; Jд— ток дуги, А.
Выразим ток дуги из формулы (18) и получаем выражение;
Jд = Т ·l ·Lк / Vн ·6,38 ·GГ ·L1,07 ·е0,088 Lк, А (20)
расход газа примем из условия;
3< G < 5, м3/ч (21)
принимаем G = 4 м3/ч.; Lк = 0,08 м (см. расчет конструкции); к = 6…8,5
Дж/м2, примем к = 7.2 Дж/ м2; T= (12…14) ·103, 0С; Vн = (3…) ·102 , м/с .
е — экспонента
Подставив значения найдем:
Jд= 13 ·103 ·7,2 ·103 ·0,08 / 3,5 ·102 ·6,38 ·4 ·0,081,07 ·е0,088*0,08 = 126А
Для этого значения определим напряжение дуги по обобщенной формуле
Uд = Jд/ d ·2,77 ( Jд 2 /Gd) –0.38 · (G/d)-027 · (Lк/d)0,63, В (22)
Uд = 126 /0,008 ·2,77 (1262/4 ·0,008)-0,38 ·(4/0,008)-0,27 ·(0,08/0,008)-0,63 = 192,7 В.
Мощность плазмотрона равняется:
Рпр= Jд · Ид, кВт (23)
Рпр= 126 ·192,7 = 24192 Вт = 24,2 кВт
Определим КПД плазмотрона
η = (Рпотр— ∆Р) / Рпотр ·100, % (24)
где ∆Р – потеря мощности
∆Р = 34,8 106Дж = 34,8·106 ·0,27 = 9,4 кВт
η = (24,2-9,4) /24,2 ·100 = 61 %
Выводы
Весьма перспективными являются плазматроны с распределенной дугой, в которых ресурс работы сопла анода значительно увеличивается, при одновременном повышении мощности плазменной струи, при умеренных токах. В таких плазмотронах, кроме того, удается фиксировать длину дуги при помощи межэлектродных выставок. Эти плазмотроны обладают высокой энергетической эффективностью преобразования электрической энергии в тепловую и возможностью получения максимального КПД технологического процесса. Разработка плазмотрона позволит расширить номенклатуру восстанавливаемых деталей и более полно использовать возможности плазменной установки.
Библиографический список
1. Агафонов А. О. Восстановление и упрочнение деталей сельскохозяйственной техники электроконтатктной приваркой твердосплавных покрытий. /Автореф. дис. канд. тех. наук. Балашиха, 1990. - 22 с.2. Гвоздев А.А. Ремонт и восстановление деталей типа вал-втулка'' металлополимер-ными композициями. Совершенствование средств механизации и технологических процессов в сельском хозяйстве. Сб. научн. тр. С. -ПГАУ-ИСХИ. С. - П.:2001. с.12-18.
3. Волков П.Н. Математические методы в экспериментальных исследованиях. М., 2000.
4. Поляченко Л. В. Восстановление и упрочнение деталей контактной приваркой покрытий (технология, оборудование, перспективы). / Тезисы докладов на научно-технической конференции стран-членов СЭВ "Ремдеталь-88". Пятигорск, Ставропольского края, М., 1988.
5. Соколов К.О. Восстановление бронзовых подшипниковых втулок центро-бежным электродуговым напеканием бронзовых порошков. / Дисс. канд. техн. наук. — М., 1989. - 175 с.
6. Тойгамбаев С.К. Плазмотрон для наплавки износостойких, фрикционных и других специальных покрытий на поверхность деталей методом наплавки порошковых материалов. / Хабаршы. 2018. № 2 (29). С. 28-34.
7. Тоигамбаев С.К. Повышение долговечности деталей сельскохозяйственных и мелиоративных машин при применении процесса термоциклической диффузионной металлизации. / Диссертация на соискание ученой степени кандидата технических наук / Российский государственный аграрный университет-Московская сельскохозяйственная академия им. К.А. Тимирязева. Москва, 20006.
8. Тойгамбаев С.К. Совершенствование моечной машины ОМ–21614. / Техника и технология. 2013. № 3. С. 15-18
9. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.
10. Тойгамбаев С.К., Евграфов В.А. Применение электродугового нагрева и центробежной заливки при ремонте деталей машин. / International Journal of Professional Science. 2019. № 10. С. 89-97.
11. Шнырев А.П., Тойгамбаев С.К. Устройство для восстановления бронзовых втулок. / В сборнике: Природоохранное обустройство территорий. Материалы научно-технической конференции. 2002. С. 153-154.
12. Чепурин А.В., Корнеев В.М., Кушнарев С.Л., Чепурина Е.Л., Кравченко И.Н., Орлов А.М. Надежность технических систем. / Учебник / Москва, 2017. Тойгамбаев Серик Кокибаевич